Machining massive multi-cavity hardened steel molds requires months of precision EDM hours and massive capital investments that are difficult to justify during early product launches. Sourcing aluminum core and cavity inserts represents a highly effective bridge solution, allowing mechatronics groups to produce thousands of functional plastic parts from genuine production-grade resins. QC-10 aluminum or soft P20 steel tooling is fabricated in a fraction of the time required for traditional H13 hard tools, accelerating market entry schedules. Real-world structural evaluations require parts that perform exactly like series production, making rapid injection molding the ultimate step before scaling.

Successful implementation of rapid prototyping design principles requires transition layouts that anticipate actual injection molding physical limitations early in the CAD modeling process. Many engineering teams overlook draft angles, parting line shut-offs, and ejector pin positions during initial spatial modeling, resulting in expensive tooling rework. Mold flow simulation software allows tooling specialists to predict localized polymer shearing, air traps, and material knit lines before cutting raw metal. Resolving these gating and ejection defects ensures short-run parts release cleanly from core cavities without scuffing or warping.
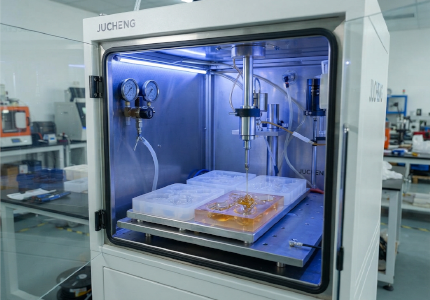
Sourcing short-run injection molded parts allows development groups to perform functional regulatory, environmental, and mechanical evaluations on production-grade resins. Glass-filled nylons, impact-resistant polycarbonates, and biocompatible polymers are molded under high clamping forces to verify real-world fatigue limits. Tooling designers optimize cooling water line layouts within soft metal blocks to maintain uniform mold cavity temperatures during fast cycles. Meticulous process control prevents part warp, ensuring interlocking features fit together flawlessly across every molded batch.
Table of Contents
1. Soft Metal Cavities and Rapid Tooling Heat Transfer Physics
2. Parting Lines, Gating Locations, and Ejector Pin Placements
Soft Metal Cavities and Rapid Tooling Heat Transfer Physics

Question: Why do aluminum molds cool faster than steel tooling? Aluminum exhibits thermal conductivity values up to four times higher than standard P20 tool steel, resulting in shorter cooling cycle times.
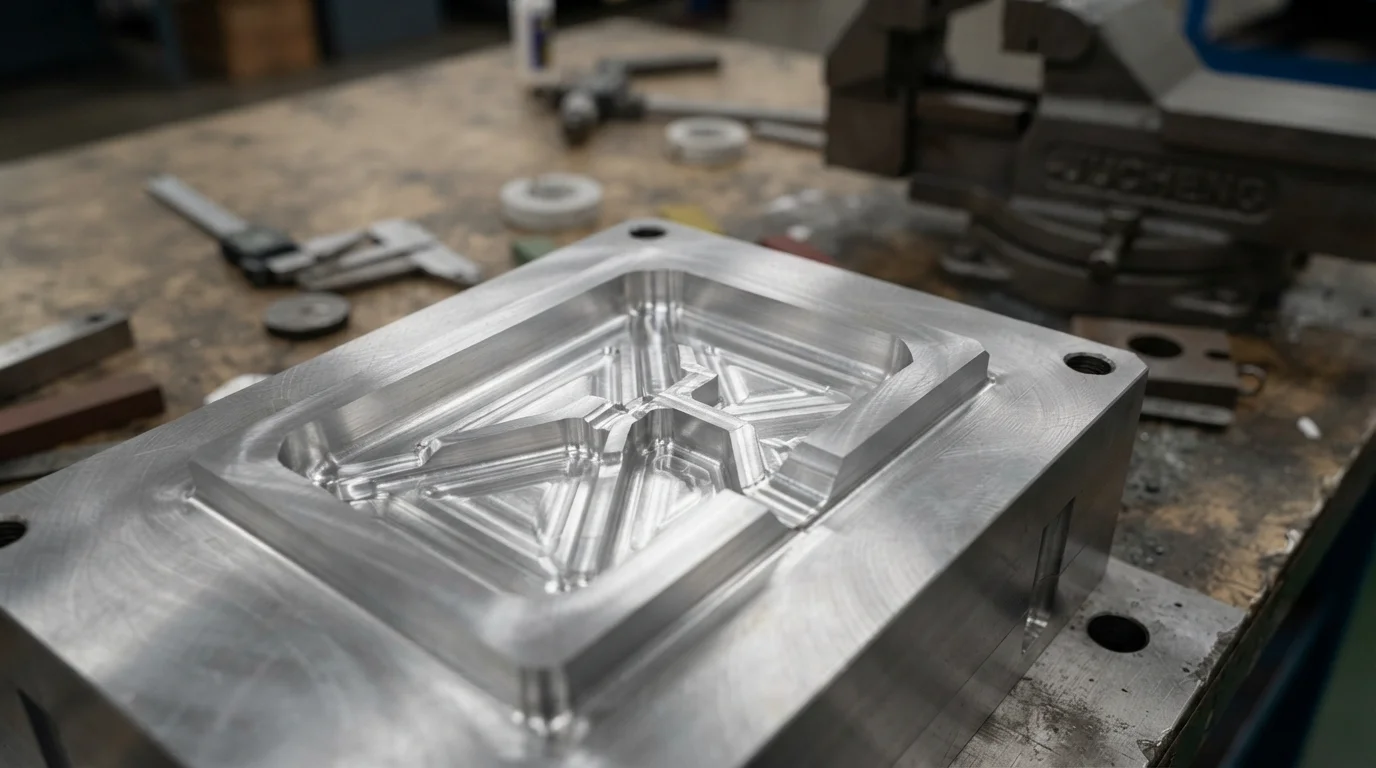
Selecting raw mold metals directly influences injection molding cycle times and overall part dimensional stability during production runs. Adhering to proven rapid tooling design guidelines ensures engineers select high-grade QC-10 aluminum or soft P20 steel to construct cost-effective mold plates. Aluminum’s superior thermal conductivity dissipates heat from molten polymers rapidly, reducing the cooling phase duration dramatically. Shorter cooling cycles minimize localized internal stresses, preventing thin plastic walls from warping during part ejection.
QC-10 aluminum cavities are machined utilizing high-speed CNC spindle milling centers, eliminating multiple EDM setups and accelerating delivery times. Soft metal cavities handle modified, glass-filled resins efficiently for mid-volume production runs of 10,000 to 100,000 components safely. Sourcing aluminum tooling blocks lowers initial mold expenditures by up to 70 percent compared to traditional production molds. Tooling designers analyze parting line splits early to ensure the soft aluminum shut-offs resist wear under high clamping pressures.
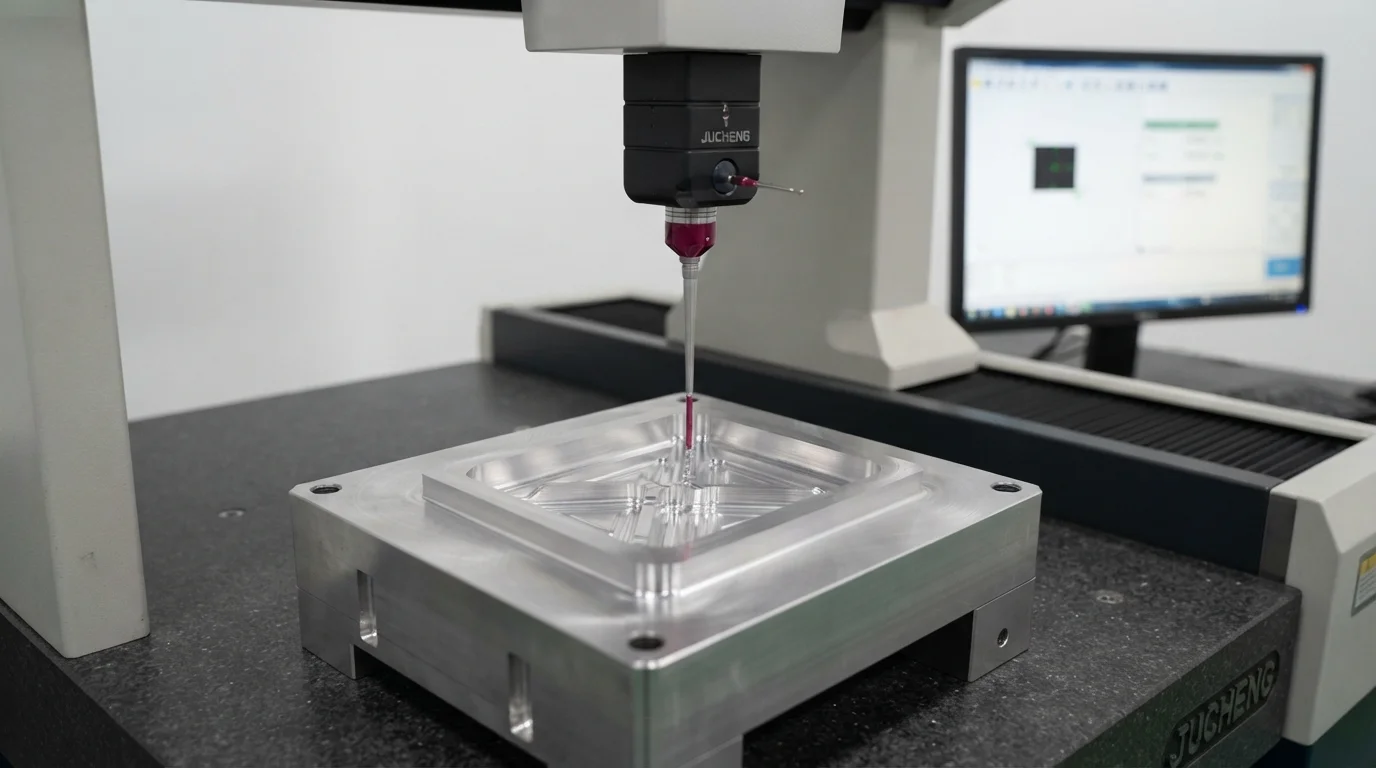
Operating molds under stable cavity temperatures requires integrating precise thermal control water channels directly within the mold cores. Conformal cooling channels routed on multi-axis CNC machines follow complex part contours, maintaining absolute cooling uniformity. Consistent thermal reduction prevents thick polymer hubs or solid screw bosses from shrinking unevenly. Eliminating uneven shrinkage stresses prevents unsightly cosmetic sink marks from appearing on show faces.
Parting Lines, Gating Locations, and Ejector Pin Placements
Question: Where should injection gates be located on cosmetic enclosures? Positioning gates on hidden underside faces or internal rib structures hides shearing marks and preserves exterior styling.
Molten plastic enters the mold cavity through precise gates, leaving a thin, visible blemish that must be hand-trimmed or sanded flush. Tooling designers position edge gates, sub-gates, or hot-runner tips on non-cosmetic surfaces to protect the visual aesthetic. Polymer shearing is highly concentrated at the gate entrances, making proper gate sizing critical to prevent cosmetic splay. Sourcing comprehensive mold flow simulations helps engineers determine optimal gating locations before cutting raw metal core blocks.
Ejector pins physically push the solidified plastic part out of the mold core, leaving shallow circular marks on the polymer skin. Placing ejector pins on interior boss faces, structural rib junctions, or non-visual underside walls protects cosmetic show surfaces. Tooling designers balance ejector pin layouts symmetrically around complex geometries to prevent part twisting or stress whitening during ejection. Symmetrical pin placement ensures the part releases evenly from the core without micro-cracking.
Meticulous application of rapid tooling design guidelines ensures parting line seams are planned along natural sharp geometric boundaries. Molten polymer under high injection pressure can escape along split lines, forming thin plastic flash that requires manual de-flashing. Parting line shut-offs must be hand-fitted precisely to prevent flash formation on critical mating joints. This technical comparison table highlights material and tooling differences across baseline mold standards:
| Tooling Material | Thermal Conductivity | Typical Tool Life | Primary Tooling Application |
|---|---|---|---|
| QC-10 Aluminum | 160 W/m·K | 10,000 to 100,000 cycles | Fast-turnaround bridge molding, low-volume plastics |
| P20 Soft Steel | 30 W/m·K | 100,000 to 500,000 cycles | Mid-volume consumer enclosures, modified glass-filled resins |
| H13 Hard Steel | 24 W/m·K | Over 1,000,000 cycles | Multi-cavity mass production, highly abrasive polymers |
Integrating sliding side actions or mechanical lifters allows parts with complex external undercuts to release cleanly without tearing. Core slides move along separate coordinate axes as the mold splits, adding mechanical complexity to the tool. Designing simple split lines or sliding shut-offs eliminates these extra mechanisms, reducing overall mold fabrication hours.
Draft Requirements and Structural Scaling to High Volume
Question: What is the minimum recommended draft angle for quick-turn injection molds? Incorporating a draft angle of 1.5 degrees on all vertical features allows molded plastic to slide free easily.
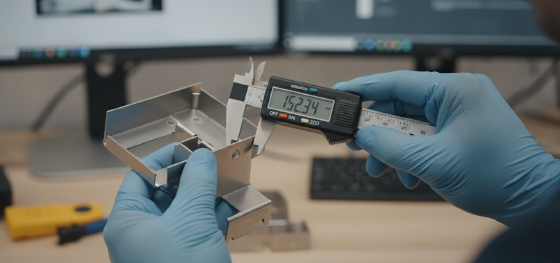
Vertical features like reinforcing ribs and bosses must taper slightly to allow parts to release from core cavities cleanly. Zero-draft walls drag against core steel under high shrinkage pressures, creating visible scuff marks and deep stress cracks. Incorporating a minimum draft angle of 1.5 degrees on all vertical features allows molded plastic to slide free easily. Specialized textured finishes may demand up to 3 degrees of draft to prevent dragging against the mold cavities.
Applying these rigid rapid tooling design guidelines ensures that your prototype parts perform exactly like series-production injection molded components. Jucheng Precision operates a fully equipped manufacturing facility containing 150+ CNC machines and 35 precision injection presses. Sourcing early 24-hour free DFM analyses helps product groups optimize gate placements, parting lines, and draft profiles before pouring silicone or milling metal. Sourcing high-fidelity pre-production parts prevents tooling reworks and protects launch budgets.
Flexible manufacturing programs with no minimum order requirements allow design groups to iterate custom hardware over multiple small-batch runs safely. Specialized rapid tooling molds deliver high-quality injection-molded components within 4 to 15 days, helping design groups hit aggressive launch schedules. Operating under a strict no-MOQ policy enables mechatronics groups to refine customized hardware variations safely. Sourcing your prototypes from a certified manufacturer ensures your designs transition smoothly from early concept models to mass series production.
Frequently Asked Questions (FAQ)

Can aluminum rapid tooling molds handle modified glass-filled resins?
Aluminum rapid molds utilizing QC-10 or highly wear-resistant alloys handle glass-filled resins efficiently for medium runs of 10,000 to 100,000 parts. Tooling components are designed with robust gate locations to minimize fiber shearing during injection.
How is part warpage prevented during rapid injection molding?
Maintaining uniform wall thicknesses is the primary method to prevent differential shrinkage and post-mold part warpage. Integrating balanced cooling lines within the aluminum cavity blocks ensures even heat transfer across all part features.
What is the typical lead time for an aluminum rapid tooling mold?
Aluminum rapid molds are machined quickly on multi-axis CNC mills, typically taking only 10 to 15 business days to complete. Bypassing slow spark-erosion EDM processes allows manufacturers to deliver functional molded samples within weeks.